Get a Project Quote
Ready to start? Provide your project details, and our team will deliver a comprehensive quote.
We design FDA-compliant, temperature-controlled layouts that ensure product integrity, traceability, and ultimate patient safety.

In the pharmaceutical and healthcare supply chain, there is no margin for error. The stakes are not commercial; they are clinical. A single deviation in temperature, a breach in security, or a lapse in documentation can compromise product efficacy, violate federal regulations, and put patient health at risk. A standard warehouse is not just inefficient for this sector; it is a liability. The storage and handling of medical products demand a facility where compliance, control, and precision are engineered into its very foundation.
A pharmaceutical warehouse is more than a building; it is a critical component of the healthcare system. It must function as a controlled environment, meticulously designed to meet the stringent standards of the FDA, DEA, and other regulatory bodies. Every process, from receiving to shipping, must be designed to protect product integrity, prevent contamination, and provide an unbroken chain of custody. This requires a specialized approach to design that goes far beyond simple storage.
We provide comprehensive warehouse design and layout services specifically for the pharmaceutical and healthcare industries. We build facilities where every workflow, storage system, and environmental control is purpose-built to ensure your operation is not just efficient, but verifiably compliant. Our designs transform your warehouse into a strategic asset that safeguards your products and the patients who depend on them.
Ready to start? Provide your project details, and our team will deliver a comprehensive quote.

The single most critical factor in pharmaceutical storage is maintaining product stability. Many modern medicines, especially biologics and vaccines, are highly sensitive to fluctuations in temperature and humidity. A failure to maintain the cold chain can render a multi-million dollar shipment worthless. Therefore, the design of environmental controls is the primary consideration in a compliant facility.
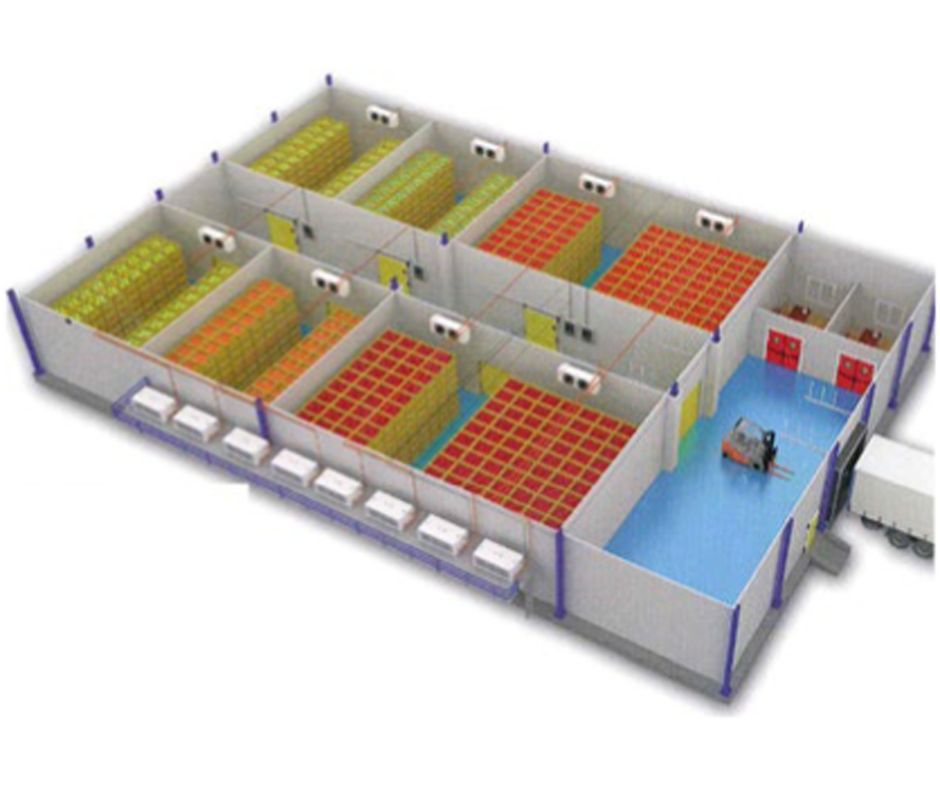
Our design process begins with a thorough analysis of your product portfolio to define the specific environmental zones required. This often includes separate, validated areas for controlled ambient (room temperature), refrigerated (2-8°C), and frozen storage. We design these zones with redundant HVAC and refrigeration systems, backup power generators, and continuous, 24/7 monitoring and alert systems. The layout itself is part of the control strategy, with high-traffic areas separated from sensitive storage zones to minimize temperature excursions. This is a core part of an intelligent warehouse design.
Furthermore, the physical construction of these areas is critical. We utilize insulated paneling, high-speed roll-up doors, and strategically placed air curtains to maintain thermal integrity. The layout of pallet racking within these zones is also designed to ensure proper airflow around all products, preventing hot or cold spots. This meticulous attention to environmental engineering is fundamental to a full warehouse design solution that guarantees product efficacy.
Have questions? Schedule a no-obligation consultation with a modular construction expert.

In the healthcare supply chain, if it isn’t documented, it didn’t happen. Regulatory bodies like the FDA require complete traceability for every product, from the moment it enters your facility to the moment it leaves. Your warehouse layout must be designed to facilitate the rigorous processes of lot tracking, serialization (DSCSA), and chain of custody documentation.
We design workflows that enforce compliance. This includes creating dedicated quarantine areas for incoming goods pending quality inspection and release, as well as designated zones for returned or recalled products to prevent them from re-entering the supply chain. The layout is structured to support a clear, linear flow that minimizes the risk of product mix-ups. This systematic approach is a vital tool for warehouse organization and safety.
Security is another pillar of compliance, especially for controlled substances regulated by the DEA. We integrate high-security storage solutions, such as modular security cages and vaults with multi-factor access control. The overall facility design incorporates controlled access points, comprehensive surveillance, and a layout that limits access to sensitive areas. This ensures that your facility not only meets but exceeds regulatory requirements for preventing diversion and theft.

Whether you need to outfit a new facility or upgrade your existing storage, we can provide a competitive quote for high-quality racking and shelving solutions.

Technology evolves rapidly. A warehouse designed today must be ready for the systems of tomorrow. A WMS-integrated design approach is inherently future-proof because it creates a flexible, scalable physical infrastructure that can adapt to new software, hardware, and automation. This involves making smart decisions about everything from floor slab specifications to power distribution and network connectivity.
A key consideration is creating a facility that is ready for robotics and other forms of automation. This means ensuring floor flatness meets the specifications for autonomous mobile robots (AMRs), that the racking layout provides clear paths for navigation, and that your Wi-Fi network is robust enough to handle the data load from dozens or hundreds of connected devices. The structural integrity of your storage is also critical. Following essential pallet rack safety guidelinesand using tools like warehouse rack protectors ensures your infrastructure remains sound as your operations scale.
This forward-looking approach also considers safety and security as integral to the system. Proper warehouse fire safetymeasures are designed in from the start, and solutions like security cages can be integrated to work with your WMS for controlled access to high-value inventory. By building a facility that is physically and digitally robust, you ensure your investment is worthy for the long term.
Discuss your product handling requirements with our experts and learn how facility design can be your first line of defense against contamination.
Investing in a purpose-built facility is a fundamental requirement for operating responsibly and successfully in the healthcare sector.
A design centered on environmental control and contamination prevention ensures that your products remain safe and effective from receiving to shipping.
By engineering FDA and DEA requirements into the layout and workflows, you mitigate the risk of costly fines, sanctions, and shutdowns.
Every design feature that improves accuracy, prevents mix-ups, and ensures product stability is a direct contribution to positive patient outcomes.
A logical, compliant workflow is also an efficient one. Clear processes and an organized layout reduce errors, minimize waste, and increase throughput.
A state-of-the-art, compliant facility demonstrates a commitment to quality and safety, building trust with regulators, partners, and patients. This makes your investment worthy for the long term.
Validation is a formal process that includes Temperature Mapping. We place a grid of calibrated sensors throughout the storage area to record temperature data over a period of time, proving that the entire space consistently remains within the specified range.
Yes. We design multi-zone facilities that provide the appropriate, segregated environments and workflows required for different product types, all under one roof.
The most critical factor is access control. The design must ensure that controlled substances are stored in a secure, enclosed area (a cage or vault) with strictly limited and documented access.
The physical layout is designed to support the operational processes of serialization. We create workflows and workstations that facilitate efficient scanning, aggregation, and data capture at every critical point, from receiving to shipping.
We follow all essential pallet rack safety guidelines and use materials, such as galvanized or stainless steel, that are suitable for clean environments. The safety and integrity of the storage systems are paramount.