When a small warehouse hits its limit, the first reaction is usually the same. Find overflow space, rent another bay, or start planning a move. In many facilities, that reaction comes too early.
A cramped warehouse usually isn't just short on square footage. It's short on usable square footage. Fixed aisles lock the layout in place, inventory creeps into staging areas, and staff spend too much time walking around storage instead of pulling orders. That's where industrial mobile shelving for small warehouses enters the conversation.
Mobile shelving changes the layout logic. Instead of dedicating an aisle to every row, the system creates access only where it's needed. For the right operation, that can turn an overcrowded room into a controlled, high-density storage area without adding onto the building. The idea sounds simple, but the buying decision isn't. Floor conditions, picking frequency, drive type, safety, and total cost all matter.
This guide looks at the practical aspects of mobile shelving. Not just what it is, but when it works, when it doesn't, and what a facility manager should check before signing off on a project.
Your Small Warehouse Is Full, Now What?
A full warehouse doesn't always mean you need a bigger building. Sometimes it means your current layout wastes too much space on fixed aisles.
That's the core reason mobile shelving gets attention in tight facilities. According to Source Equipment's overview of mobile shelving systems, industrial mobile shelving systems for small warehouses can reduce floor space usage by 40% to 50% by eliminating fixed aisles. In some configurations, that can increase storage capacity by up to 100% without expanding the footprint.
That matters when every pallet position, shelf bay, and pick face is already under pressure.
What the pain usually looks like
Small warehouse crowding tends to show up in predictable ways:
- Aisles become storage zones because overflow cartons have nowhere else to go.
- Picking slows down because staff work around temporary stacks and partial blockages.
- Receiving and staging suffer when storage pushes into operational space.
- Expansion gets discussed too soon even though the footprint may still have hidden capacity.
Practical rule: If your warehouse feels full but still contains long rows of lightly used aisle space, the problem may be layout density, not building size.
When mobile shelving makes sense
Mobile shelving is most useful when inventory needs organized shelf storage and the operation values density. It fits parts rooms, stockrooms, evidence storage, healthcare inventory, records, tooling, and smaller warehouse areas with boxed goods or hand-loaded product.
It is not an automatic fit for every fast-pick environment. If the operation depends on multiple employees accessing many rows at once, dense storage can create traffic friction. But when the bigger problem is wasted aisle space, mobile shelving can be a practical alternative to lease expansion.
The key shift is this. Stop asking, "How do we get more room?" Start asking, "How do we use the room we already pay for?"
How Industrial Mobile Shelving Works
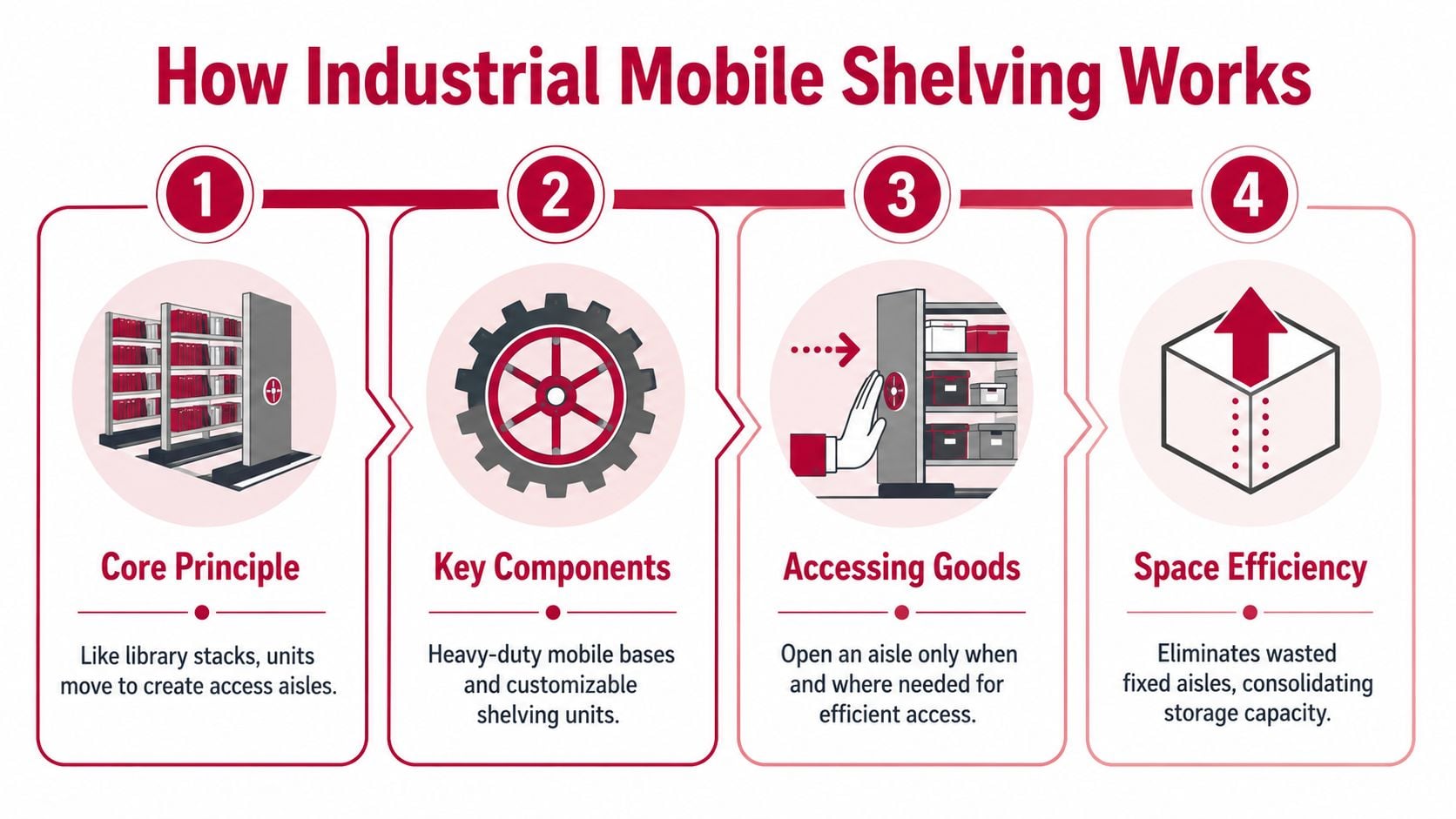
The concept of mobile shelving often becomes clear when one considers library stacks. The shelves don't stay fixed. They move so one working aisle opens exactly where the user needs access.
In a warehouse setting, the concept is heavier-duty and built for industrial use, but the operating principle is the same. Multiple shelving rows sit on movable bases, and the system creates a shared aisle instead of permanent aisles between every row.
The three main parts
A mobile shelving system usually comes down to three core elements.
Tracks sit on or in the floor and guide the movement path. These tracks keep the system aligned and carry the rolling load.
Carriages are the mobile bases. Each shelving row mounts to a carriage, which lets the full loaded row move as one unit.
Shelving units hold the stored product. These can be configured for cartons, bins, archive boxes, tools, parts, or mixed inventory depending on the application.
If you want a broader overview of system styles and applications, this guide to mobile shelving is a useful starting point.
Why the concept saves space
Traditional static shelving burns floor area on permanent access lanes. Every row needs its own aisle, even when nobody is using it. Mobile shelving removes most of that idle access space and replaces it with a single aisle that shifts location.
That doesn't make the system magical. It makes it denser.
Mobile shelving trades constant open access for controlled access. That trade is exactly why it saves space.
How day-to-day access works
A worker opens the aisle needed for the shelf row they want to reach. Depending on the system, that movement happens by direct push, geared assist, or powered drive. Once the aisle is open, the worker picks or stores product in the same way they would with standard shelving.
In slower-moving storage zones, that extra step is minor. In high-touch pick areas, it becomes a real planning factor. The layout should match the workflow, not just the floor plan.
Choosing Your Drive Mechanism Manual, Mechanical, and Powered
A small warehouse usually reaches the same decision point: floor space is tight, inventory keeps growing, and every added shelf seems to steal another working aisle. At that stage, the drive mechanism is not a minor feature choice. It affects labor effort, aisle access time, installation cost, and how well the system gets used six months after startup.
Buyers often start with the lowest purchase price. Facility managers usually end up dealing with the operating consequences. A drive type that saves money on the quote can cost more in slower picking, employee frustration, or an early upgrade.
Mobile Shelving Drive System Comparison
| Drive System | Typical Cost per Unit | Best For | Pros | Cons |
|---|---|---|---|---|
| Manual | $15,000 to $30,000 | Lighter loads and lower access frequency | Lower upfront cost, simple operation | Less ideal as loads get heavier or usage increases |
| Mechanical-assisted | $25,000 to $50,000 | Heavier rows and moderate use | Better ergonomics, smoother movement under load | Higher cost than manual |
| Powered | $40,000 to $80,000 | Heavy loads, frequent access, operations needing easier movement | Convenient operation, good fit for demanding use | Highest upfront cost, more system complexity |
Those ranges are directional, not bid numbers. Final pricing depends on row length, load rating, track configuration, controls, and site conditions. In practice, the wrong drive choice usually shows up in labor performance before it shows up in maintenance records.
Manual systems
Manual systems make sense when rows are shorter, product is lighter, and staff only open aisles occasionally. They are common in low-activity storage zones, back-stock rooms, records storage, and parts areas where density matters more than fast repeated access.
That lower first cost is real. So is the trade-off.
If employees have to push heavily loaded rows several times an hour, manual operation stops feeling economical. It becomes a labor issue. Manual mobile shelving systems fit best where access is intermittent and the storage objective is clear: gain capacity without adding square footage.
The same logic shows up in specialized storage environments. Contractors organizing dense hand tools and accessories often use the same density-first approach described in this tool storage blueprint for contractors, though warehouse traffic and load demands are usually much higher.
Mechanical-assisted systems
Mechanical-assisted systems use gearing to reduce the force needed to move a loaded row. For many small warehouses, this is the practical middle option.
I recommend mechanical assist when the operation needs better ergonomics but cannot justify powered controls. It handles heavier rows more comfortably, and it reduces the day-to-day strain that causes staff to leave aisles open or avoid certain bays. That matters because a system only delivers density savings if people use it as intended.
This option does add cost up front, but it can protect throughput in active storage zones without taking on the complexity of motors, electrical work, and powered controls.
Powered systems
Powered mobile shelving fits operations with frequent aisle changes, heavy row loads, or a user base that needs push-button access for safety or ease of use. It is often the right answer in environments where aisle openings happen constantly during the shift.
Powered systems can improve usability. They also come with more requirements. Electrical coordination, control integration, safety sensors, and long-term service planning all need to be part of the decision. For a small warehouse, that extra complexity only pays off if access frequency is high enough to justify it.
The core trade-off is straightforward: more automation usually means easier access and lower operator effort, but also higher capital cost and more components to maintain.
A good drive decision balances storage density with picking reality. If this shelving will hold slow-moving reserve stock, manual or mechanical-assisted may produce the better total outcome. If the system sits in an active pick path, choosing too cheap a drive can erase the space savings with slower daily access.
Layout Planning and Maximizing Your Space
A mobile shelving project usually succeeds or fails before the order is placed. The field check matters more than the brochure.
The three technical checks that deserve immediate attention are floor capacity, aisle width, and floor flatness or levelness. The industrial shelving specification guidance from Lyon stresses verifying slab support, turning space, and obstructions because an uneven or underrated floor can create stability risk and compromise safe carriage movement.

What needs to be checked on site
A proper site review should identify more than open floor area.
- Floor support: The slab has to carry the loaded system, not just the empty shelving.
- Flatness and levelness: Mobile carriages need stable movement. Uneven floors can create performance and safety problems.
- Aisle clearance: Forklifts, carts, and people still need room to move safely.
- Obstructions: Columns, doors, wall projections, utilities, and overhead constraints all affect the final layout.
Why layout work deserves real attention
In small spaces, minor layout errors become major workflow problems. A shelf row that technically fits may still interfere with turning radius, emergency egress, or product flow.
That's why many buyers ask for scaled layouts before they commit. Material Handling USA offers complimentary layout design services with scaled drawings and 3D renderings that show product placement, aisle widths, clearance considerations, and workflow impact. That kind of planning helps buyers see whether a dense layout will function.
For managers organizing mixed tools, parts, and shelf inventory, even a non-warehouse planning reference can help clarify zoning ideas. This tool storage blueprint for contractors shows the value of assigning storage by use pattern rather than just filling available space.
For another perspective on dense storage planning, high-density storage design ideas can help frame how cube utilization and workflow should work together.
A mobile shelving layout should do two things at once. Increase storage density and protect daily movement.
Load Capacity, Safety, and Regulatory Compliance
Buyers sometimes talk about mobile shelving as a space solution first. In practice, it should be treated as a loaded moving storage system. That changes the conversation.
The first question isn't aesthetic. It's structural. What is stored, how heavy is it, and how often will the rows move?
Safety features that matter
Modern systems may include features such as locking mechanisms, controlled movement, and safety devices intended to prevent unintended carriage travel. The exact configuration depends on the system type and drive method.
For buyers, the practical point is simple. Safety shouldn't be treated as an add-on discussion after the layout is approved. It belongs in the original design review.
Compliance starts with the layout
Code and compliance issues vary by application, but warehouse managers should always review aisle access, egress, and employee use conditions before installation. If the storage area must accommodate public access or special accessibility requirements, that should be addressed early.
One helpful reference point is OSHA's warehouse safety guidance. It won't choose the shelving for you, but it does reinforce the need to plan around safe movement, storage practice, and facility conditions.
Common mistakes to avoid
- Ignoring live loads: Buyers sometimes focus on shelf capacity and miss the total loaded system impact on the floor.
- Designing too tightly: A denser layout isn't useful if people or equipment can't work safely around it.
- Mixing storage profiles carelessly: Heavy, awkward, and high-access items usually need different treatment than archive-style boxed storage.
Safety problems in mobile shelving projects usually start as planning problems.
A good design asks not only whether the system fits, but whether staff can use it safely every day.
Understanding the True Cost, ROI, and Maintenance
A small warehouse usually starts this conversation after space gets tight. Then the first quote comes in, and the shelving price looks manageable until the rest of the project shows up.
The total cost sits in five buckets. The mobile carriages and shelving are only one part. Track installation, floor preparation, layout and engineering time, downtime during installation, and operator adjustment all affect what the system will cost to own.
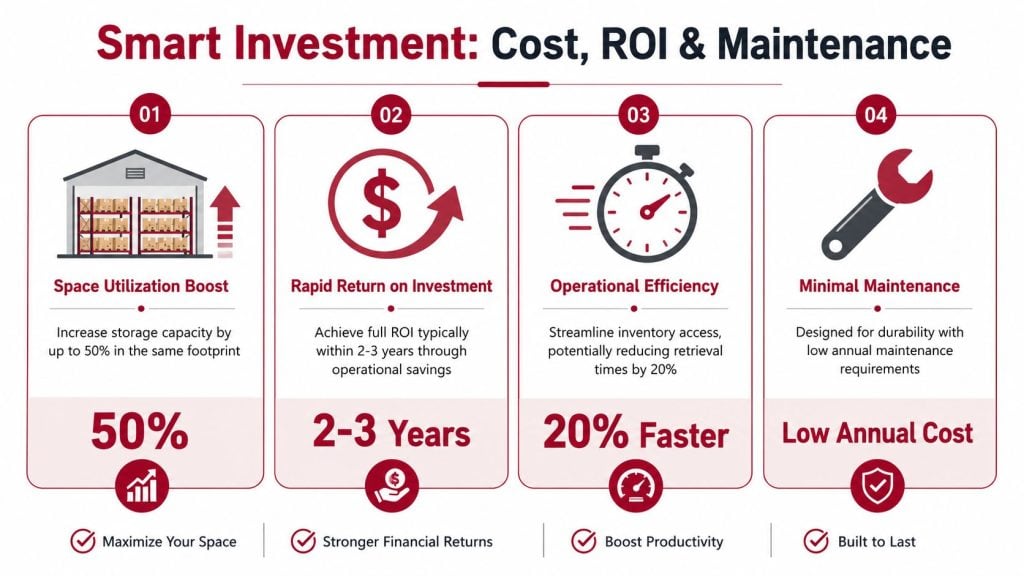
In many small warehouses, the best financial argument is not labor savings alone. It is avoiding a more expensive move, addition, or off-site storage arrangement. Mobile shelving often makes sense when the business can recover enough floor area to postpone those costs for a few years.
That said, storage density is not free.
Every mobile system trades some access speed for space efficiency because staff must open the active aisle before they pick. In a reserve storage area, tool crib, archive zone, MRO parts room, or slow-mover section, that trade usually works. In a fast-pick area with multiple people needing the same aisle at once, it often does not. Facility managers get the best return when they apply mobile shelving to the right inventory profile instead of trying to force it across the whole warehouse.
Where the numbers usually work
The business case is strongest under a specific set of operating conditions:
- The building is constrained: Expanding the footprint, leasing overflow space, or relocating would cost more than densifying existing storage.
- The inventory is hand-loaded or shelf-stored: Cartons, bins, parts, supplies, files, and packaged reserve stock fit the format well.
- Access happens in waves, not all at once: A few users can work efficiently, but constant multi-aisle access reduces the benefit.
- Organization has value: Better slotting, cleaner storage, and easier cycle counts can reduce handling time and misplacement.
I usually advise clients to compare mobile shelving against the cost of doing nothing, not just against static shelving. If overcrowding is already creating lost locations, off-site storage, or poor slot discipline, those costs belong in the ROI discussion too.
Installation and ownership costs buyers miss
The expensive surprises are usually below the system, not on the shelves.
Tracks may require slab review, leveling work, or a new infill section depending on the floor condition and the load. Older buildings deserve extra scrutiny here. If the slab is out of tolerance, the system can still be installed, but the correction work changes the budget and the schedule.
Installation also affects operations. Even in a small footprint, crews need staging space, access to the work area, and time to test movement and safety functions. If the warehouse cannot stop work during installation, the project plan has to account for phased labor, temporary inventory moves, and lost productivity.
Maintenance is straightforward, but it is not optional
Mobile shelving is not maintenance-heavy, but it does need routine attention to stay reliable. Tracks have to stay clean. Wheels, drive components, locks, and safety devices need periodic inspection. Powered systems add batteries or electrical components, depending on the design, so maintenance should match the drive type chosen earlier in the project.
Operator behavior matters just as much as service intervals. Systems last longer when staff load shelves evenly, keep the track clear, and use the controls the way the manufacturer intended. A short training session at startup prevents many of the service calls that show up in the first year.
The long-term question is flexibility. If SKU count, carton size, or storage mix is likely to change, build some adjustment into the system now. A tightly packed layout can solve this year's space problem and create next year's rework bill if growth was ignored during design.
Take the Next Step to a More Efficient Warehouse
Industrial mobile shelving for small warehouses can solve the right problem very well. If fixed aisles are consuming too much floor area, a mobile system can turn wasted access space into usable storage. That can delay expansion, improve organization, and create a cleaner operating environment.
But the right decision depends on more than density. The floor has to support the load. The aisle plan has to fit the workflow. The drive system has to match daily use. And the business case has to include real installation and operating conditions, not just a space-saving headline.
That is why planning early matters. The sooner a facility reviews floor conditions, obstructions, and layout options, the easier it is to avoid redesigns, scheduling issues, and missed storage opportunities during busy periods.
If you're comparing options, start with a layout. If you're farther along, move to budget pricing and configuration review. Both steps will give you a clearer answer than guessing from product photos.
Material Handling USA can help you evaluate industrial mobile shelving for small warehouses with free quotes and no-obligation layout support. Contact Us to discuss your floor plan, or Request a Quote and speak with a specialist about pricing, lead times, and design options. You can also call Material Handling USA at (800) 326-4403 or email Sales@MH-USA.com for project guidance.