You may be dealing with this right now. A rack line was expanded, a mezzanine was added, peak inventory arrived early, and now the question is whether the current storage setup would stand up to an OSHA inspection. That is usually when the weak points surface. Load plaques are missing. Exit access has narrowed. A damaged upright was noticed but never documented. Floor loading was never reviewed after the layout changed.
A useful OSHA warehouse storage compliance checklist does more than flag hazards. It gives facility managers a plan for what to inspect, which OSHA standard applies, how often to check it, and what corrective action makes sense for the storage system in front of them. That matters in real operations, where pallet rack, shelving, mezzanines, and bulk floor storage create different risks and different compliance priorities. For sites in seismic zones or facilities modifying existing rack layouts, pallet rack seismic compliance requirements should be part of that review as well.
The injury exposure is real. The U.S. Bureau of Labor Statistics tracks injury and illness rates for warehousing and storage in its Industry Injury and Illness Data. OSHA also notes that powered industrial trucks can cause serious and fatal incidents, which is why operator training, traffic control, and storage layout need to work together, not as separate safety tasks.
This checklist is built as an action plan, not a form you file away. Each item ties storage compliance to day-to-day decisions such as buying equipment, re-slotting inventory, widening or narrowing aisles, adding storage at height, and documenting inspections well enough to show due diligence during an audit. That is the difference between a list that looks complete and a storage program that holds up on the floor.
1. Proper Rack Installation and Structural Integrity
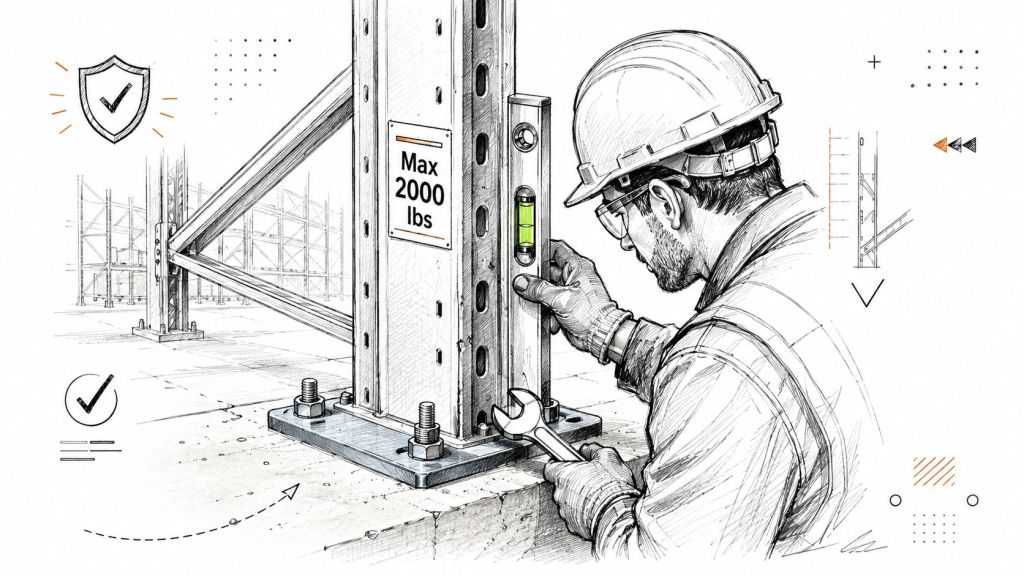
A compliant storage system starts with the rack itself. If uprights are bent, anchors are loose, or beams were field-modified without approval, the rest of your checklist won't matter much.
Qualified installation makes a real difference. Crews need to set frames plumb, anchor base plates correctly, and install all hardware as specified by the manufacturer. Operators also need enough clearance to avoid repeated rack strikes, because impact damage often starts as a small maintenance issue and turns into a structural risk later.
What to check on the floor
Look for these signs during walk-throughs:
- Bent uprights: Even minor forklift impact can weaken a frame.
- Missing hardware: Beam clips, bolts, and anchors need to be present and tight.
- Visible leaning: A rack line that looks out of plumb needs immediate review.
- Corrosion or floor damage: Rust, spalling concrete, or failed anchors can compromise stability.
Practical rule: If a rack component looks questionable, take that bay out of service until someone qualified evaluates it.
Renovated and mixed-use buildings need extra care. OSHA requires employers to post maximum safe load limits for floors and structures, and a published industry summary tied to OSHA's warehousing guidance notes that incidents involving rack collapse often trace back to unverified load limits after facility modifications. That's why projects involving new layouts, mobile shelving, or raised storage should include a structural review, not just a product order. For planning support on this issue, review pallet rack seismic compliance guidance.
2. Load Capacity Labeling and Weight Limit Communication

If employees can't see the weight limit, they'll guess. That's how overloads happen.
Every rack, shelf, mezzanine edge, and upper storage area should have clear, legible capacity labels. These labels should stay visible after the location is stocked. In practice, that often means placing them at eye level on end frames, beam levels, shelf faces, gate areas, and columns where traffic enters the zone.
What works and what fails
What works is simple. Use durable industrial labels, include the rated load by level or area, and replace faded labels right away. What fails is relying on old paperwork in a file cabinet while the floor team loads by memory.
Labeling is especially important after changes. If beam spacing changes, decking changes, or the stored product mix changes, update the signage. Don't leave an old capacity placard in place and assume people will ask questions before loading.
A good labeling system should include:
- Rack bay capacity labels: Posted where lift operators can read them before loading.
- Shelf capacity labels: Useful in hand-load and small parts areas.
- Floor load postings: Important near dense storage, files, evidence rooms, and mezzanines.
- Change control: Any reconfiguration should trigger a label review.
A simple label can prevent the most common kind of storage mistake. It removes guesswork at the point of use, which is where compliance either holds or breaks.
3. Aisle Width and Accessibility Standards
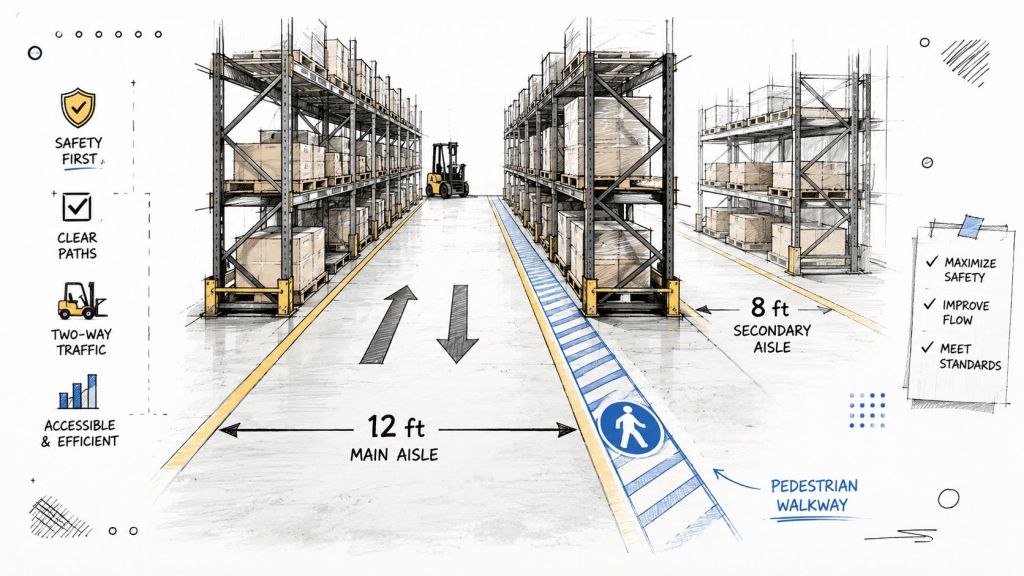
The aisle looked acceptable on paper. Then receiving backed up, two lift trucks met at a cross aisle, and a staged pallet narrowed the exit path to a point no one intended.
That is a definitive test for aisle compliance. Under 29 CFR 1910.37, exit routes must stay unobstructed, clearly visible, and usable at all times. In storage areas, that requirement connects directly to layout decisions, staging discipline, and daily supervision.
Set aisle widths around actual operations
Aisle width should match the equipment, load size, and traffic pattern in that zone. A sit-down forklift moving standard pallets needs different clearance than a reach truck in selective rack, and both need a different plan than a pedestrian pick module or mezzanine access lane.
Facilities run into trouble when they size aisles for normal conditions and ignore peak conditions. Shift change, inbound surges, replenishment windows, and damaged pallet set-downs all consume space. If an aisle only works when everything goes right, it is undersized.
A practical review should answer four questions:
- What equipment uses the aisle: Sit-down forklifts, reach trucks, pallet jacks, carts, or pedestrians only.
- What load profile applies: Standard pallets, long materials, oversized product, or hand-carried cartons.
- Where congestion develops: End caps, cross aisles, staging points, battery rooms, and dock approaches.
- How egress is protected: Exit doors, fire pull stations, extinguisher access, and evacuation routes stay clear during busy periods.
What to inspect and how often
For most warehouses, aisle checks belong in more than the annual safety audit.
- Daily: Verify exit paths, fire equipment access, and main travel lanes are free of staged product.
- Weekly: Review floor markings, damaged barriers, missing signs, and repeated congestion points.
- Monthly: Compare actual traffic flow against the original layout. Confirm aisle widths still fit current trucks, attachments, and load types.
- After any layout change: Recheck turning clearances, pedestrian routes, and access to exits before the area returns to service.
I usually advise managers to watch one busy hour instead of relying only on a drawing. That is when the bottlenecks show up.
Sample corrective actions
If aisles are routinely blocked or too tight, corrective action should be specific:
- Remove informal staging from cross aisles and assign marked overflow locations.
- Re-stripe pedestrian lanes where foot traffic mixes with lift equipment.
- Add bollards or guardrails at exposed corners and door openings.
- Widen selected travel aisles by reducing low-value storage positions in chronic conflict areas.
- Separate forklift and pedestrian routes where hand-picking and replenishment happen at the same time.
For facilities planning a larger reset, OSHA-compliant warehouse design and floorplan support can help tie aisle widths, rack placement, exit access, and traffic flow together before bad habits become standard work. For teams reviewing visual controls, examples of floor marking and safety signage Adelaide can help clarify how operators and pedestrians read the space.
Clear aisles improve more than inspection readiness. They reduce equipment conflicts, protect egress, and make the whole storage system easier to run under pressure.
4. Correct Stacking and Load Arrangement Methods

The forklift pulls away, and a partial pallet starts to lean. That is the moment stacking quality gets tested.
OSHA expects stored material to stay secure. Under 29 CFR 1910.176(b), material must be stacked, blocked, interlocked, and limited in height so it remains stable and safe against sliding or collapse. In practice, that means every storage method needs defined rules for load shape, pallet condition, height, and weight placement. A general reminder to "stack safely" is not enough for an inspection or for day-to-day operations.
The failures I see are usually predictable. A rushed restack in a replenishment bay. A crushed pallet slipped back into use. A top-heavy load parked in rack because it is "only there for an hour." Those are operating decisions, not random events, and they need operating controls.
What to check by storage type
Floor stacking, pallet rack, shelving, and mezzanine storage each create different risks.
- Floor-stacked pallets: Keep stacks level, stable, and appropriate for the packaging strength of the bottom load. Set maximum stack heights by SKU or package type, not by guesswork.
- Pallet rack: Confirm the pallet is fully supported by beams or decking, with no dangerous overhang, leaning unit loads, or shifted product that can fall into the aisle.
- Hand-loaded shelving: Put denser items on lower shelves and lighter, less stable items higher only if they can be handled safely.
- Mezzanines and raised platforms: Control how loads are staged near edges, gates, and pick openings. Floor ratings and transfer methods matter here.
Common stacking failures
These conditions deserve immediate correction:
- Damaged pallets in active use: Broken deckboards and split stringers create uneven support and unstable loads.
- Heavy product stored too high: Upper-level weight increases the consequence of a drop and can create handling problems during putaway and retrieval.
- Overhang beyond support points: Product that extends too far past a pallet or beam is more likely to shift, crush, or snag.
- Mixed or loose packaging: Partial pallets, soft cartons, banding failures, and irregular units need a different stacking method than full, uniform loads.
- Incompatible products stacked together: Load stability and fire risk both worsen when teams mix items without a storage rule.
Inspection frequency should match the risk. High-velocity pick faces and replenishment zones need daily visual checks by supervisors or leads. Formal documented inspections can be done weekly or monthly, depending on product type, damage history, and how often loads are reworked.
Sample corrective actions
Use corrections that match the failure mode:
- Remove damaged pallets from service immediately and place them in a marked reject area.
- Post simple stacking guides at workstations for partial pallets, slip-sheet loads, drums, cartons, and long materials.
- Set SKU-specific stack height limits where packaging strength varies.
- Require rewrapping or rebanding before a compromised load goes back into rack or onto a mezzanine.
- Create hold locations for unstable product so operators are not forced to "make it fit" in active storage.
- Review load arrangement near high-piled storage areas with your warehouse fire safety planning team so storage stability and fire protection are evaluated together.
I usually tell managers to audit one shift change and one replenishment window. That is when stacking standards get tested hardest, and when weak rules show up fast.
Good stacking methods do more than satisfy OSHA. They reduce product loss, protect operators in the aisle, and give the facility a repeatable standard that holds up under peak volume.
5. Clearance from Sprinklers, Electrical, and Structural Elements
Storage that crowds life-safety systems is one of the easiest ways to fail an inspection. It's also one of the easiest problems to prevent.
For sprinkler protection, maintain vertical clearance below sprinkler heads so water can discharge effectively. For electrical systems, keep access open so staff can reach panels during an emergency. Structural building elements also need to remain inspectable and usable as designed. Stored product shouldn't press into pipes, lights, columns, or conduit runs.
Mark the no-storage zones
The most reliable fix is visual control. Don't rely on memory.
Use these controls throughout the facility:
- Painted floor buffers: Good around electrical panels and wall-mounted equipment.
- Height markers: Useful where stacked product approaches overhead systems.
- Rack layout spacing: Helps keep inventory from drifting into protected zones.
- Staff training: Teams need to know why the buffer exists, not just that it's painted.
The guidance for sprinkler and fire-safe storage should also be built into your layout review. If you're planning new rack runs, shelving, security cages, or vertical storage, start with warehouse fire safety considerations before the install.
What doesn't work is treating clearance as a housekeeping issue only. It's a design issue first, then an operating discipline issue.
6. Safe Stairway and Ladder Access for High Storage
If workers have to stretch, climb on rack members, or improvise access, the storage design is already failing them.
High storage needs a safe access method that matches how often employees use it. Occasional access may call for one solution. Frequent access usually needs something more stable and efficient, such as stairs, work platforms, or a mezzanine-supported process area.
Match the access method to the job
Portable ladders tend to create problems in busy storage areas because they're easy to move, easy to misuse, and often left in poor positions. Fixed access is usually better when the same location is reached over and over.
Consider the trade-offs:
- Portable ladders: Lower upfront cost, but more room for misuse.
- Rolling ladders: Better for stockrooms and archive spaces with frequent access.
- Fixed ladders: Useful for restricted access points where design allows.
- Stair systems and mezzanines: Best for regular traffic, picking, or inspection work.
A common scenario is an archive, evidence room, or parts area that starts as low-density shelving and slowly grows upward. At some point, a ladder-based setup stops being practical. That's when a platform, catwalk, or mezzanine often becomes the safer long-term choice. It also tends to improve retrieval flow and reduce awkward handling.
7. Hazardous Material Storage Segregation and Labeling
A common failure point shows up during slotting changes. A team needs space, shifts a few drums or cases into an open bay, and creates a compatibility problem that was never reviewed. That decision can put flammables near ignition sources, mix oxidizers with ordinary combustibles, or place corrosives where a leak can spread into general inventory.
OSHA does not treat hazardous material storage as a labeling exercise alone. The control measures have to match the hazard. Depending on the material, that can involve Hazard Communication under 29 CFR 1910.1200, flammable liquid storage rules under 29 CFR 1910.106, and walking-working surface housekeeping expectations under 29 CFR 1910 Subpart D when spills or residue affect the area.
Separate by hazard class, then verify the location works
Segregation starts with the SDS, but it should end with a physical storage plan your supervisors can enforce on the floor. In pallet rack areas, that may mean dedicating specific bays, adding spill containment, posting access limits, and preventing mixed storage in overflow positions. On mezzanines, the review usually needs to go further. Check whether the materials are even appropriate for storage at height, whether spill control is adequate, and whether fire protection and egress still work as intended.
Use this as an action plan:
- Check compatibility before assigning locations: Separate flammables, oxidizers, corrosives, toxics, and reactive materials according to the SDS and your written hazmat procedure.
- Label every container and storage area: Primary and secondary containers need legible hazard labels. Location markings should also tell employees what belongs in that zone.
- Control access: Limit hazardous storage areas to trained employees, especially where repackaging, decanting, or battery charging happens nearby.
- Add containment where leaks can spread: Use spill pallets, sump shelving, berms, or other containment suited to the product and container type.
- Inspect on a fixed schedule: Verify labels, container condition, segregation, and housekeeping during routine inspections. High-risk areas usually need more frequent checks than general storage.
Corrective actions should be specific. If staff keep placing incompatible products in the same rack row, repainting floor lines will not solve the problem by itself. Re-slot the area, post a bay map, train the affected shift, and have a lead verify placement during the next inspection cycle.
Labeling problems also deserve more attention than they usually get. Faded drum labels, hand-written secondary containers, and damaged placards create confusion during picking, spill response, and fire department entry. I recommend treating unreadable labels as a same-day fix, not an item that waits for the monthly cleanup list.
For regulated operations, inspection frequency should reflect the risk and the pace of product movement. Daily visual checks make sense in active chemical areas. Weekly documented reviews are a practical baseline for many facilities. Any spill, transfer error, or storage change should trigger an immediate recheck of the affected zone.
Teams that need stronger dangerous goods handling habits often benefit from outside training, including practical perspectives like an individual's DG license training journey.
8. Regular Inspection and Maintenance Documentation
A forklift clips an upright on second shift. By morning, the rack still looks usable, so the load stays in place and nobody writes it up. That is how small defects turn into reportable incidents, expensive unloads, and hard questions during an OSHA inspection.
Documentation is the control that ties the rest of the storage program together. If a facility cannot show who inspected a storage area, what they found, what was repaired, and when the repair was verified, it becomes difficult to prove that hazards are being managed. Recordkeeping also extends beyond storage equipment. Many warehouses must maintain OSHA injury and illness records, along with training records, maintenance logs, SDS files, and incident reports that support safe operation and corrective action.
The best systems are simple enough to use during a busy week and specific enough to hold up during an audit. I usually recommend building the process around three questions: what gets inspected, how often, and who signs off after the fix.
A workable inspection and documentation program usually includes:
- Defined inspection frequencies: Daily visual checks for active storage areas, weekly documented reviews for operating conditions, monthly condition inspections for racks, guards, and access points, and an annual review of the full storage system.
- Named responsibility: Assign each zone to a supervisor, lead, or maintenance contact. Shared ownership often means no ownership.
- Clear defect criteria: Spell out what requires immediate unload and isolation, what can stay in service pending repair, and what counts as routine wear.
- Repair tracking: Log the date found, interim controls, repair method, parts used, and the person who verified the correction.
- Document retention: Keep inspection forms, photos, work orders, and training records together so the history of each issue is easy to trace.
OSHA standards do not give one universal inspection form for warehouse storage, but several rules support the need for regular checks and recordkeeping. 29 CFR 1910.176 requires stored materials to be handled and stacked so they remain stable and secure. 29 CFR 1910.22 requires walking-working surfaces to be kept in a clean and safe condition. If powered industrial trucks are part of the storage operation, 29 CFR 1910.178 ties in through vehicle condition, damage reporting, and operating practices that affect racks, aisles, and load placement.
For pallet rack systems, inspect uprights, beams, anchors, column protectors, and load plaques. For mezzanines, add decking condition, handrails, gates, stairs, and posted load limits. Those details matter because the failure modes are different. A bent rack column may need engineering review. A damaged mezzanine gate may require immediate access restriction until repaired.
Corrective action should match the defect. If an anchor is missing, replace it and verify the base plate and slab condition. If repeated impact is showing up at the same end frame, do more than swap the damaged part. Review aisle width, travel pattern, guard placement, and operator habits, then document what changed.
Digital inspection tools can help, but software is not the point. Build a routine that people follow consistently, use photos for verification, and close work orders only after someone confirms the hazard is gone.
One market signal supports that shift. Dataintelo's OSHA compliance management for warehouses market report points to continued growth in compliance management tools, which tracks with what many facility teams are doing on the ground. They want faster follow-up, cleaner records, and fewer missed repairs.
OSHA Warehouse Storage: 8-Point Compliance Comparison
| Item | 🔄 Implementation & Complexity | ⚡ Resource Requirements & Speed | ⭐ Expected Outcomes / Effectiveness | 💡 Ideal Use Cases / Tips | 📊 Key Advantages / Impact |
|---|---|---|---|---|---|
| Proper Rack Installation and Structural Integrity | High, requires certified installers, engineering and manufacturer compliance | Moderate–High, anchoring hardware, downtime, inspection resources | Very high, prevents catastrophic collapse and ensures compliance ⭐⭐⭐⭐⭐ | New installs, heavy loads, seismic zones; hire certified installers and document work | Major risk reduction, longer equipment life, lower liability |
| Load Capacity Labeling and Weight Limit Communication | Low, straightforward signage and placement | Low, inexpensive labels, quick to apply; periodic replacement needed | High, reduces overloading and human error ⭐⭐⭐⭐ | All racking; use industrial-grade, eye-level labels and include contact/QR links | Simple compliance, audit trail, fewer overload incidents |
| Aisle Width and Accessibility Standards | Medium, requires layout planning and possible reconfiguration | Moderate, rack moves, floor marking, potential downtime | High, improves equipment safety and evacuation ⭐⭐⭐⭐ | Forklift operations and high-traffic facilities; consult fire codes when planning | Fewer collisions, faster evacuations, improved workflow |
| Correct Stacking and Load Arrangement Methods | Medium, needs procedures and staff training for varied products | Low–Moderate, training, pallet equipment, pattern guides | High, prevents collapse, reduces damage ⭐⭐⭐⭐ | Mixed-product storage; create visual stacking guides and enforce overhang limits | Maximizes safe capacity, reduces product loss and incidents |
| Clearance from Sprinklers, Electrical, and Structural Elements | Low–Medium, measure, mark and coordinate with fire/electrical teams | Low, marking and rearrangement; may reduce usable space | Very high, preserves suppression and emergency access ⭐⭐⭐⭐⭐ | Areas near sprinklers, panels, columns; mark 18" and 36" zones and document | Ensures fire suppression effectiveness, maintains access, reduces fire risk |
| Safe Stairway and Ladder Access for High Storage | Medium–High, code-compliant installations and fall-protection planning | Moderate–High, stairs/platforms/caged ladders, training, maintenance | High, reduces fall injuries and improves access ⭐⭐⭐⭐ | Tall racking and frequent high access; prefer platforms/mezzanines over portable ladders | Safer vertical access, improved inspection capability, code compliance |
| Hazardous Material Storage Segregation and Labeling | High, complex segregation, containment, ventilation, and regs | High, dedicated space, containment systems, training, possible HVAC | Very high, prevents chemical incidents and exposures ⭐⭐⭐⭐⭐ | Facilities storing chemicals; maintain SDS, incompatibility matrices, and restricted access | Protects health, ensures regulatory compliance, reduces liability |
| Regular Inspection and Maintenance Documentation | Low–Medium, schedule, checklist creation, and inspector training | Moderate ongoing, inspector time, digital tools, corrective actions | High, early hazard detection and compliance evidence ⭐⭐⭐⭐ | All facilities; use photo evidence, digital logs, and priority-based fixes | Demonstrates due diligence, lowers failure rates, supports audits |
Implementation Priorities and Timeline
A reset usually starts the same way. A supervisor reports a damaged upright, an exit path is tight with overflow pallets, and nobody is fully sure whether the mezzanine change from six months ago made it into the inspection log. In that situation, speed matters, but sequence matters more.
Start with conditions that can injure someone today or turn a small incident into a serious one. OSHA does not expect perfection on day one. It does expect hazards to be identified, corrected, and documented with reasonable promptness.
First priority items
Put these at the top of the list:
- Blocked exits and aisles
- Damaged racks or shelving
- Missing or incorrect capacity labels
- Storage too close to sprinklers or electrical panels
- Unsafe access to high storage
- Hazmat stored without proper segregation or SDS access
These items deserve immediate attention because they affect egress, structural stability, fire protection, fall exposure, and chemical safety. In practice, they also tend to be the issues that show up together. A facility with poor aisle control often has weak labeling discipline and inconsistent inspection records.
A practical rollout
A workable timeline for many facilities looks like this:
- First 24 to 72 hours: Walk the floor, tag and isolate unsafe storage locations, remove damaged rack bays or ladders from service, and clear exit routes and electrical access.
- Week 1: Restore capacity labels, mark clearance zones, confirm SDS availability, and correct obvious stacking and segregation problems.
- Weeks 2 to 4: Review rack installation details, anchoring, rack repair needs, mezzanine conditions, and any layout changes that may affect aisle width or fire protection.
- Month 2: Set inspection frequencies by risk level, assign owners, and build a documentation process for findings, corrective actions, and closeout dates.
- Ongoing: Recheck conditions after inventory shifts, seasonal surges, equipment changes, or storage reconfiguration.
The trade-off is straightforward. Quick fixes such as labeling, floor marking, and housekeeping can be completed fast and usually reduce exposure right away. Rack repair, engineered reviews, mezzanine upgrades, or hazmat area changes take longer and may require budget approval, permits, or outside expertise.
Facilities with pallet rack should usually prioritize impact damage, anchoring, beam engagement, and load plaques before investing in layout optimization. Facilities with mezzanines should verify guardrails, stair geometry, gate function, and posted load limits early, because these issues often affect both OSHA compliance and local code review.
Outside planning support can shorten the timeline. Early layout and equipment review helps catch clearance conflicts, overloaded storage assumptions, and access problems before they turn into rework, permit delays, or interrupted operations.
Resources and References
Start with OSHA's own guidance. OSHA warehousing hazards and solutions is a useful reference for common storage risks, hazard recognition, and corrective action planning.
For facility-specific follow-up, Material Handling USA can review storage layouts, rack and mezzanine applications, shelving, security cages, and other system choices that affect compliance. That matters when the question is not just what OSHA expects, but how to correct a problem without creating new bottlenecks in traffic flow, picking access, or fire protection.
If you need project support, Contact Us for design or layout guidance tied to your storage system and operating conditions.
FAQs
What should an OSHA warehouse storage compliance checklist include
It should cover rack condition, load labels, aisle access, stacking methods, sprinkler and electrical clearance, safe access to high storage, hazardous material segregation, and inspection records.
Does OSHA provide one official warehouse storage checklist
No. OSHA doesn't provide one universal checklist for every warehouse. Employers need site-specific protocols that match the facility's storage systems, risks, and operations, as summarized in the earlier OSHA-related guidance.
How often should storage areas be inspected
A practical schedule includes daily visual checks, weekly safety inspections, monthly evaluations, and annual assessments when appropriate. The exact frequency should reflect your traffic, product type, and risk level.
What records matter most during an audit
Common records include OSHA 300 logs when required, training certifications, equipment maintenance logs, incident reports, and SDS documentation for chemicals. Temperature and humidity logs are also important in regulated storage environments.
What storage issue gets overlooked most often
Load verification after a facility change is a major blind spot. When racking is reconfigured or a mezzanine is added, floor and structural load limits need to be rechecked and documented.
Are load labels really that important
Yes. They give operators immediate, usable information at the point of loading. Missing or outdated labels invite guessing, and guessing is how overloads happen.
When should a ladder be replaced by stairs or a mezzanine
When access is frequent, awkward, or tied to routine picking and inspection work. In those cases, fixed stairs, platforms, or mezzanine access are usually safer and easier to manage.
Can a supplier help with compliance planning before purchase
Yes. A knowledgeable supplier can help you compare storage options, build layouts, identify clearance needs, and choose products that better support inspection readiness and daily safety.
Final Thoughts
A checklist only helps if it changes what happens on the floor.
In warehouse storage work, compliance problems usually show up after an operational change, not during the original install. A new SKU profile, a rack reconfiguration, a mezzanine addition, or a short-term overflow zone can all create gaps that were not there six months earlier. The practical fix is to treat this checklist as an action plan tied to real review points: verify the applicable 29 CFR requirements, assign inspection frequency, document corrective actions, and confirm that the storage system still fits the way the building is being used.
That approach matters because each storage type creates different risks. Pallet rack programs need close attention to beam damage, upright anchoring, and posted capacities. Mezzanines bring added questions around stair access, guard protection, and load ratings. Chemical storage areas need clear segregation, labeling, and SDS control. A useful compliance program accounts for those trade-offs instead of applying the same inspection routine everywhere.
For facility managers, earlier planning usually leads to fewer field fixes. It gives the team time to confirm capacities, review clearance conflicts, coordinate installation details, and correct problems before they interrupt shipping, receiving, or order picking. That is usually less expensive than retrofitting after an inspection, incident, or near miss.
Material Handling USA works with facilities that need more than product pricing. The value is in turning a checklist into a storage plan your team can maintain, inspect, and defend during an audit. If you are comparing rack, shelving, mezzanines, partitions, or secure storage options, design support can help reduce rework and build safer operating conditions into the layout from the start.
To discuss your facility and compare options, call 800-326-4403 or email Sales@MH-USA.com for a quote and layout consultation.